
Der ANET ET5 ist ein aktueller FDM-3D-Drucker mit einem großen Bauraum von 30x30x40cm, sehr leisen Schrittmotortreibern und sehr leisen Lüftern.

Aufbau
Der ANET ET5 Pro ist vor-konfektioniert. Es müssen nur wenige Handgriffe erfolgen, um das Gerät zusammenzubauen.
- Alle Kleber und Pappstreifen der Transportsicherung entfernen
- Die Kunststoffstreifen (Transportsicherung) aus den Schienen ziehen
- Die Plastikfolie der Druckbettglasscheibe entfernen.
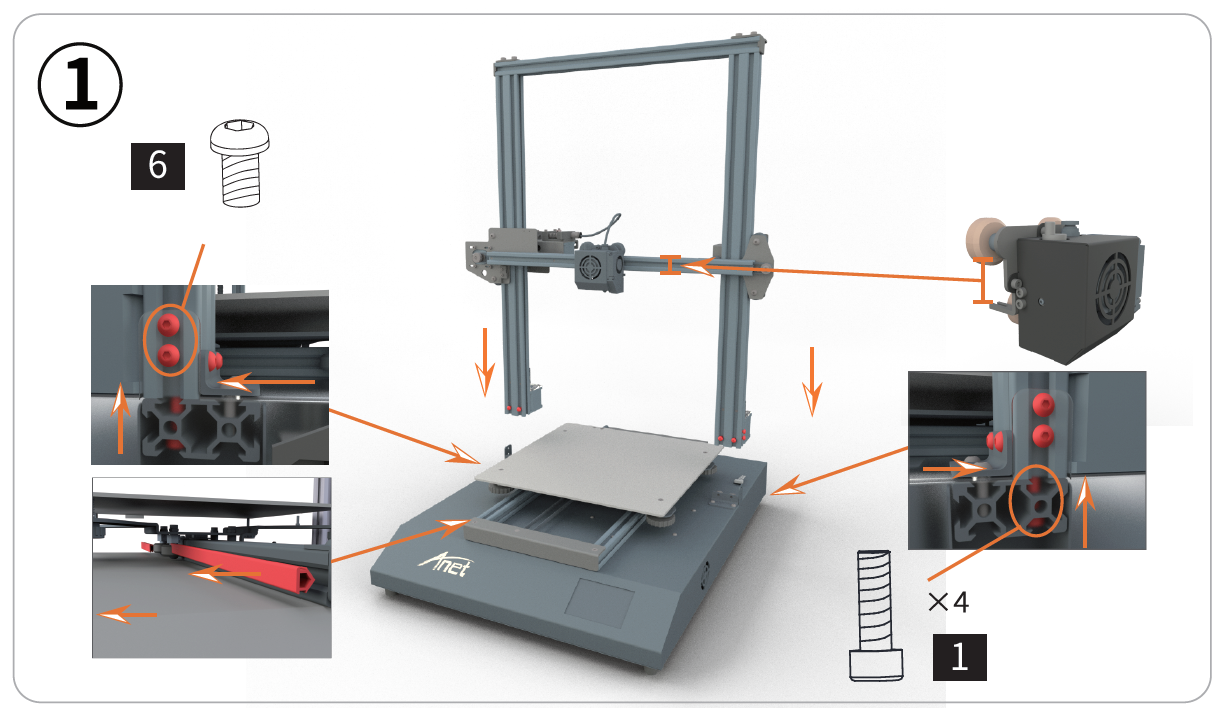
- Den oberen Rahmen auf die Druckerbasis stellen und befestigen. Der aufgesetzte Rahmen muss dabei auf die innerhalb der Basis liegende Rahmenstruktur aufgesetzt werden. Sollten sich die Schrauben nicht leicht eindrehen lassen, dann sitzt der obere Rahmen nicht an der korrekten Stelle. Tipp: Per Hand die Z-Achse (Schiene mit dem Druckkopf) durch das Drehen an den Gewindespindeln nach oben verschieben. Dadurch ist der untere Teil des Rahmen flexibler und lässt sich besser in der Basis arretieren.
- Den Rahmen von unten auf beiden Seiten mit jeweils zwei Schrauben fixieren.
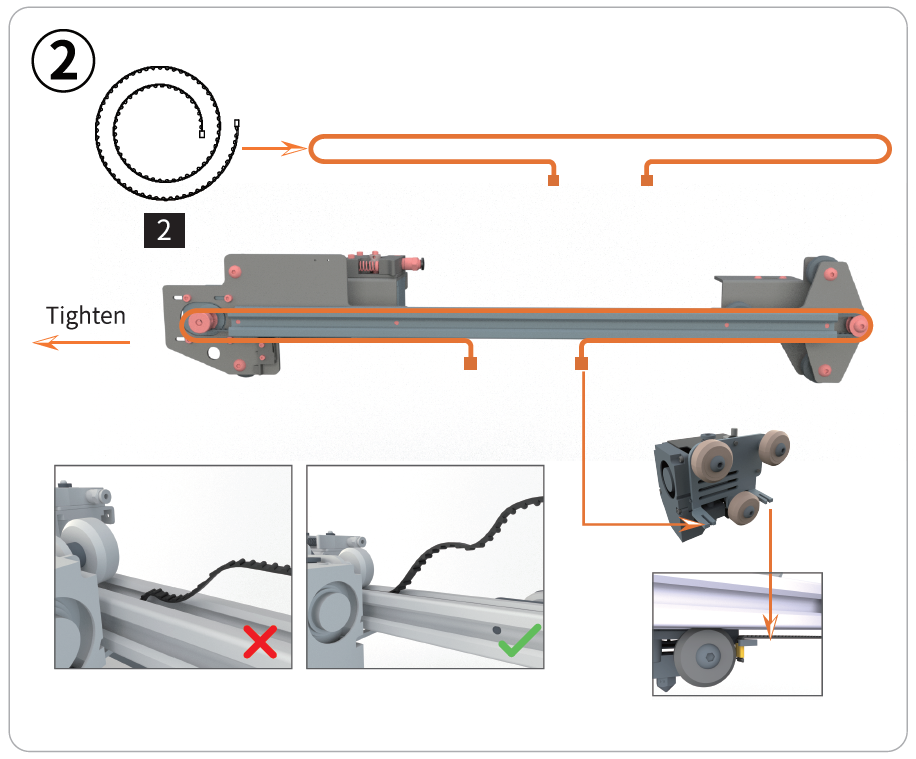
6. Den Druckkopf von der Seite auf die X-Achse schieben und den Zahnriemen über die Umlenkrollen legen. Dabei müssen die "Zähne" des Zahnriemens in das Zahnrad des Motors greifen.
7. Die Enden des Zahnriemens werden in den Gabelförmigen Zinken am Druckkopfes eingehakt.
8. Im Anschluss wird der Zahnriemen gespannt, indem der Motor (links) gelöst, nach links verschoben und wieder befestigt wird.
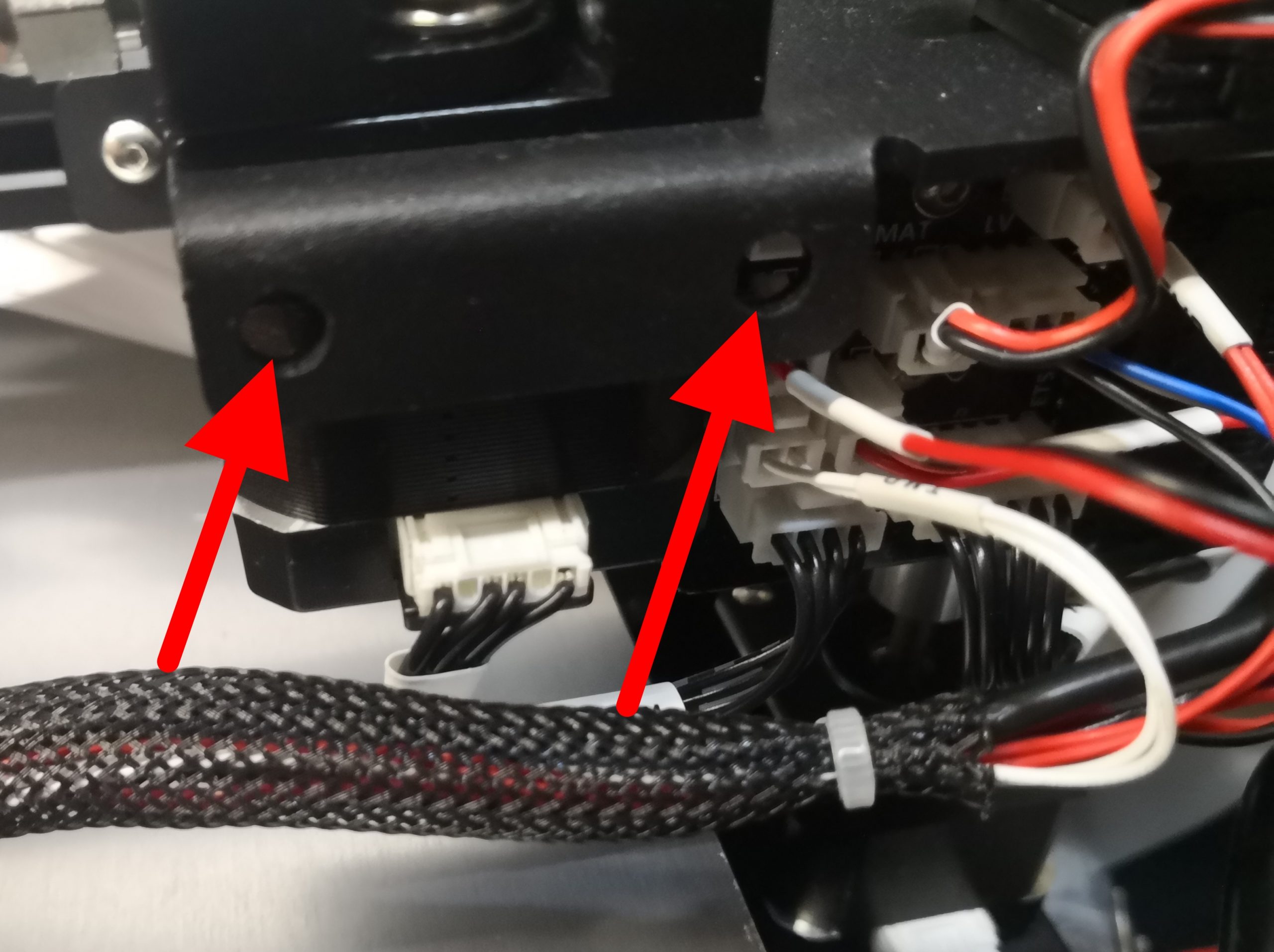
9. Alle Leitungen aus der Basis des Druckers werden auf der Rückseite des Druckkopfes befestigt. Der Port "S-Z" wird nur bei den Versionen verwendet, die einen externen Sensor für das Leveling verwenden. Beim ANET ET5Pro wird der Port nicht verwendet.
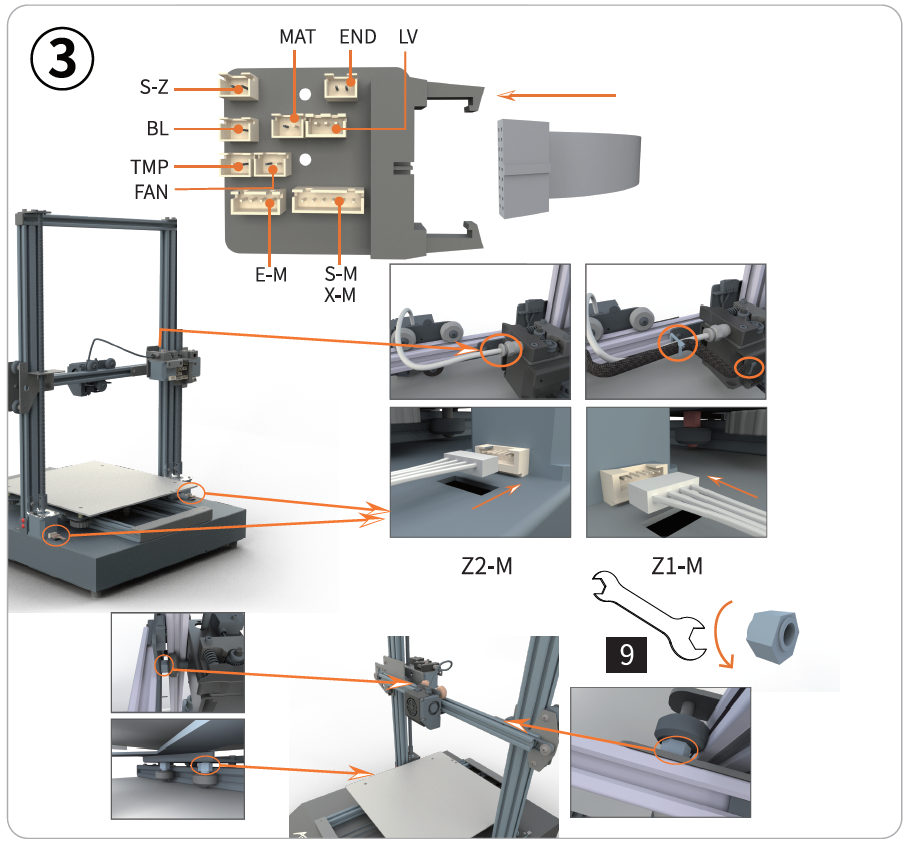
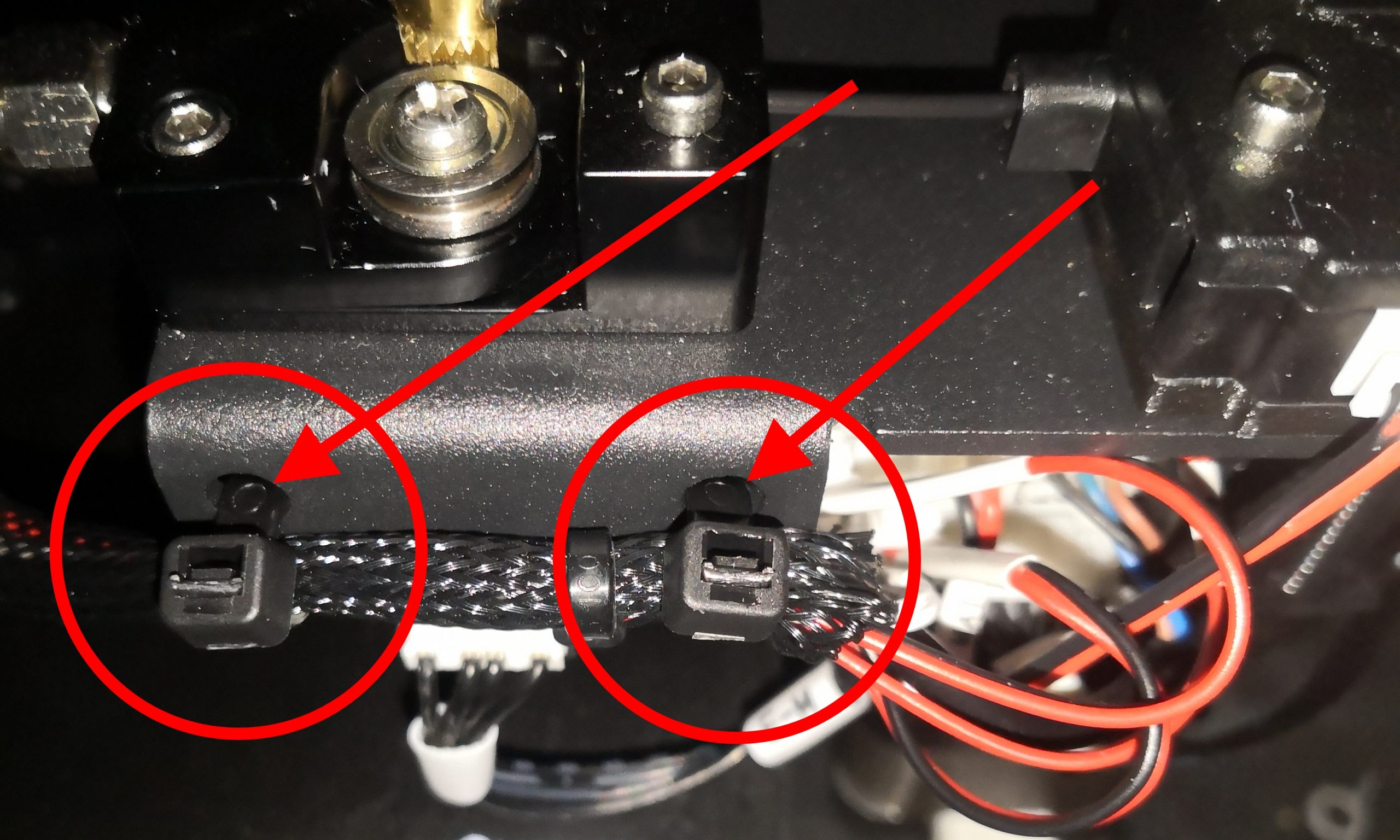
Wichtig: Wenn alle Kabel angeschlossen sind, muss der Kabelbaum der zum Druckkopf führt, mit zwei Kabelbindern am Rahmen befestigt werden, damit in den Steckverbindungen an der Adapterplatte keine Bewegungen auftreten. Bewegungen an Steckverbindungen könnten zu Schäden am Drucker, insbesondere an Steckern und Fassungen führen. Wiederverwendbare Kabelbinder sind im Lieferumgang enthalten.
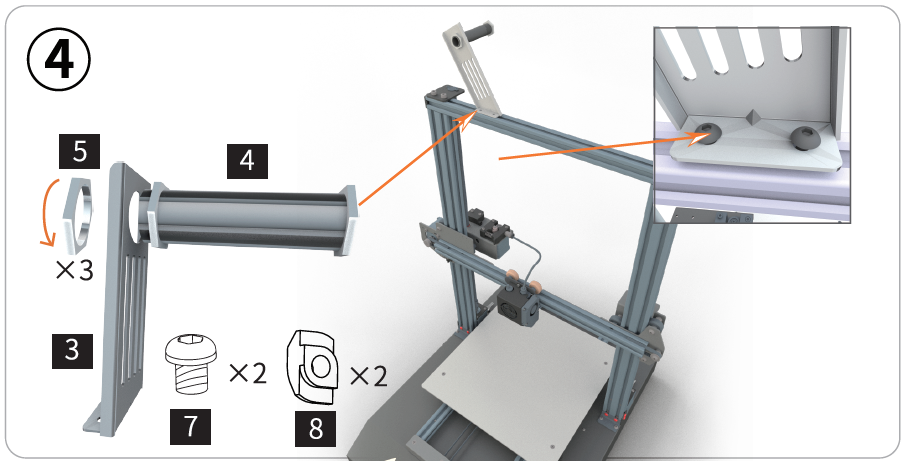
10. Zum Schluss wird noch die Filamentrollenhalterung zusammengebaut und montiert.
11. Abschließende Kontrolle
Zum Ende des Aufbaus sollte noch einmal genau geprüft werden, ob alle Montageschritte beachtet wurden. Per Hand können die Beweglichen Teile auf Leichtgängigkeit geprüft werden. Prüfen Sie, ob noch Kabel und Stecker nicht verbunden sind. Legen Sie Kabel so, dass Sie den Druck nicht behindern. Insbesondere das dicke Kabel des Druckbettes muss so liegen, dass es nicht am Ende der Y-Achse (Am Endschalter des Druckbettes) knickt oder im Weg liegt.
Druckbetteinstellung beim ANET ET5 Pro mit Autoleveling
Die Autolevel-Funktion Funktion ist sowohl für Anfänger, als auch für erfahrene Nutzer von 3D-Druckern nicht immer sofort verständlich. Daher erklären wir in diesem Artikel, wie der ANET ET5 Pro "gelevelt" wird.
Das Einstellen des Druckbettes ist bei allen 3D-Druckern eine essenziell wichtige Funktion. Nur mit einem perfekt eingestelltem Druckbett lassen sich optimale Druckergebnisse erzielen.
Die Bezeichnung "Autoleveling" ist in diesem Zusammenhang etwas irreführend. Man könnte erwarten, dass der 3D-Drucker sich selbst einstellt. Das ist jedoch nicht der Fall. Die Grundeinstellung des Druckbettes muss "per Hand" vorgenommen werden.
Die "Autoleveling-" Funktion des ANET ET5 Druckers gibt nach der vorherigen Einstellung des Druckbettes vollautomatisch einen detaillierten Überblick darüber, ob das Druckbett richtig – also genau gerade – eingestellt ist. Diese Funktion muss daher auch nicht vor jedem Druck durchgeführt werden, sondern nur dann, wenn eine nicht perfekte Einstellung des Druckbettes vermutet wird.
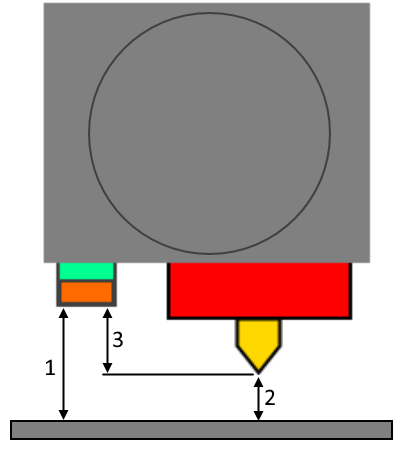
Dabei fährt der Druckkopf samt enthaltenem Abstandssensor insgesamt 25 Positionen auf dem Druckbett an und misst den Abstand zwischen Sensor und Druckbett. Gemeint ist die Strecke, die im folgenden Bild mit der Nummer 1 gekennzeichnet wurde.
Das funktioniert natürlich nur mit einem ganz sauberen Druckbett. Restbestände von Filament auf dem Druckbett würden die Messwerte verfälschen. Bei gebrauchten Druckern bietet es sich an, vor der Durchführung der Grundeinstellung des Druckbettes die Glasplatte zu entfernen.
1. Ausgangsposition der Druckdüse
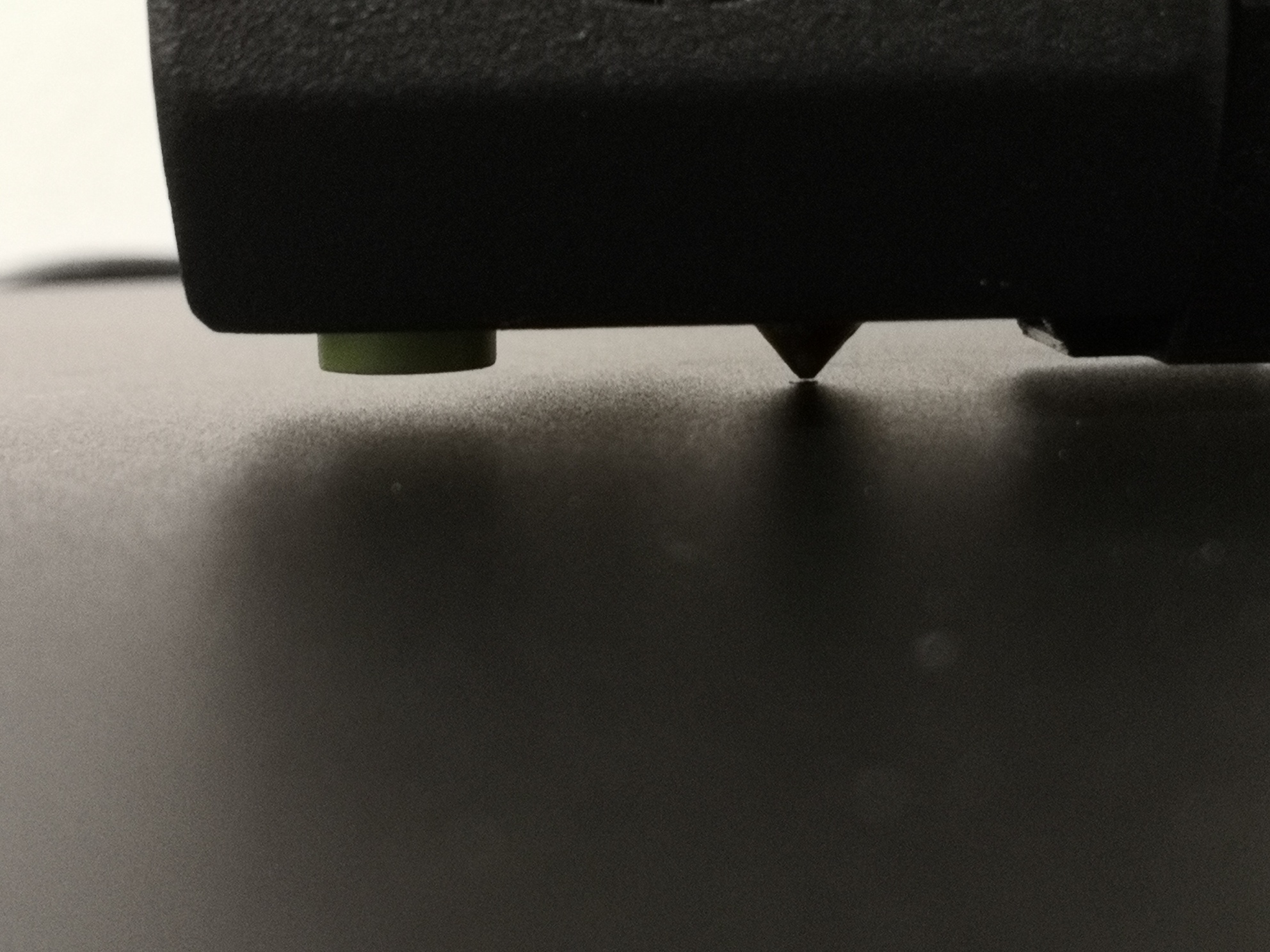
Zunächst muss ein geeigneter Ausgangspunkt der Druckdüse bzw. des gesamten Druckkopfes knapp oberhalb des Druckbettes eingestellt werden. Ohne diese Ausgangsposition besteht die Gefahr, dass sich die Druckdüse in das Druckbett bohrt und dabei bspw, die Druckbettbeschichtung beschädigt.
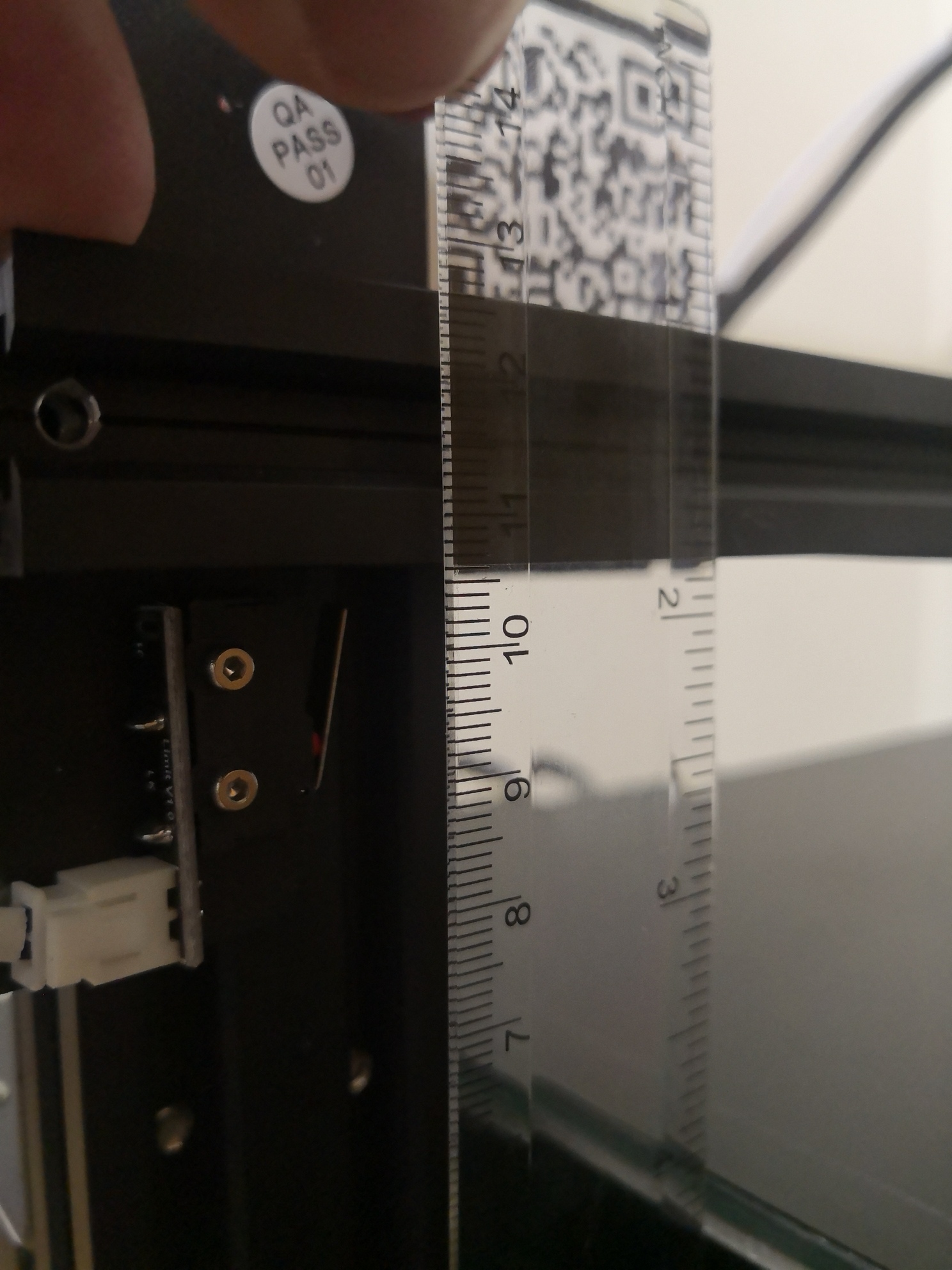
Zunächst muss die Höhe der X-Achse auf beiden Seiten eingestellt werden, damit die sogenannte "Brücke" nicht schief steht. Die X-Achse ist links und rechts vom Drucker mit einer Spindel verbunden, die jeweils von einem eigenen Schrittmotor angetrieben werden. Durch die gleichmäßige Drehung der beiden Spindeln fährt die X-Achse in Z-Richtung auf und ab. Um die Brücke zu justieren, verwendet man das beiliegende Lineal. Man stellt es nacheinander links und rechts auf die Basis und prüft auf beiden Seiten die Höhe.
Einstellung auf der linken Seite:
Einstellung auf der rechten Seite:
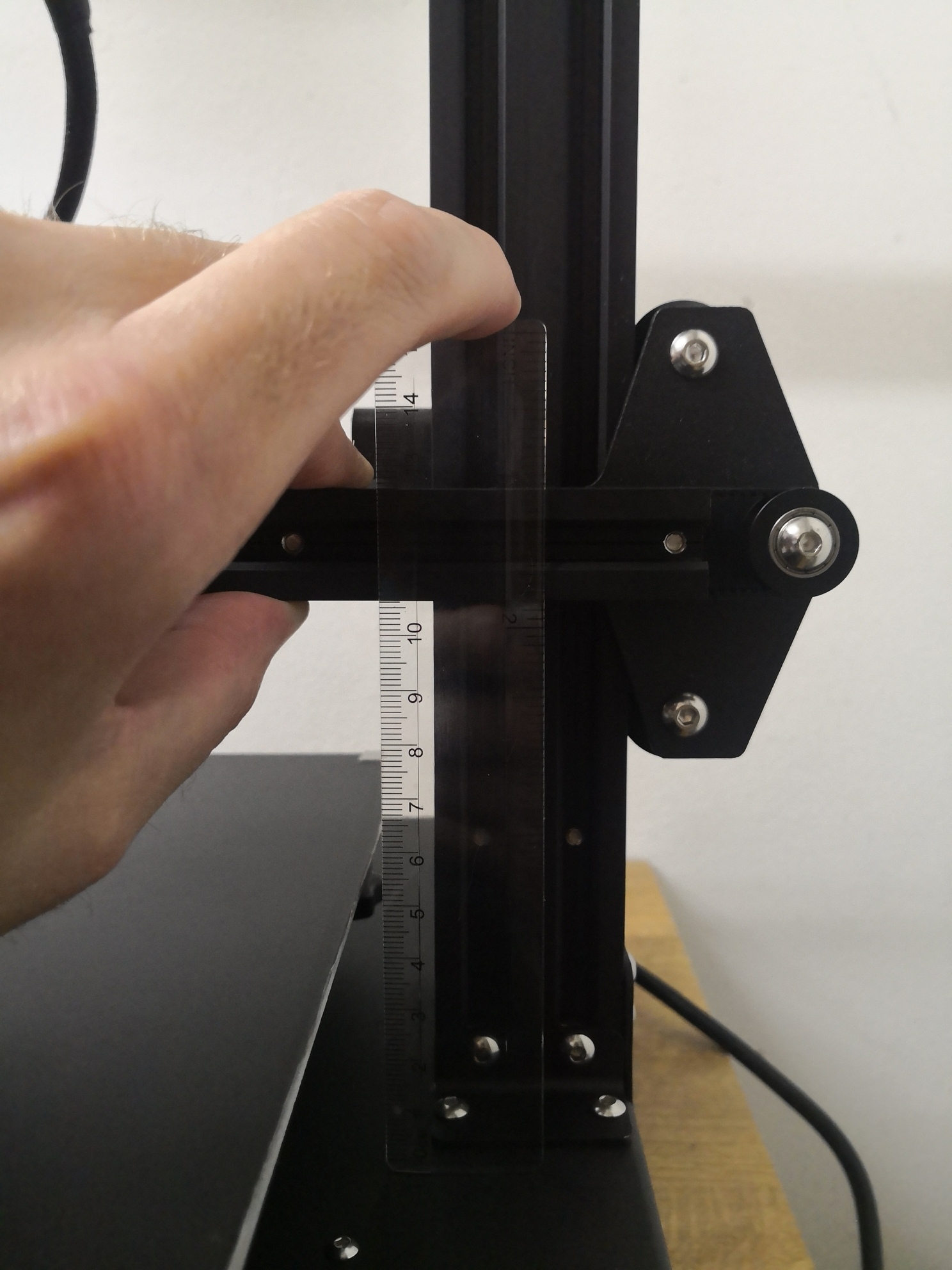
Wichtig ist, dass die Höhe auf beiden Seiten exakt gleich ist.
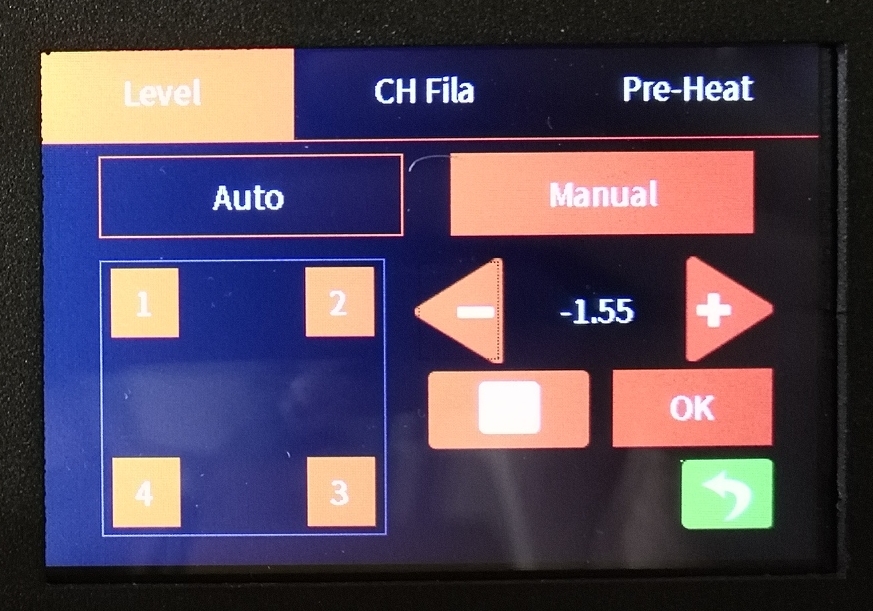
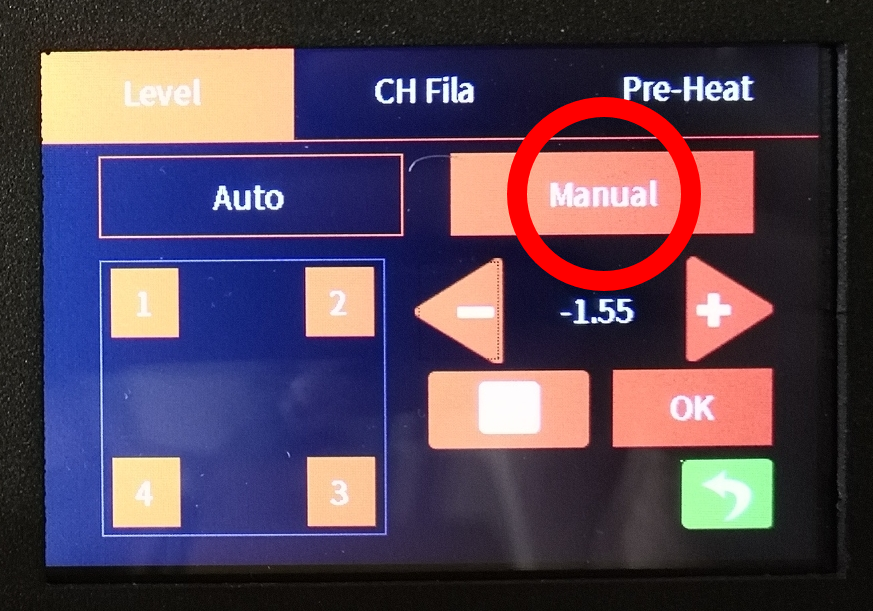
Danach wird der ANET ET5 3D-Drucker eingeschaltet. Im Menü klickt man zunächst auf "PREPARE" und danach auf "LEVEL", um zu den Einstellungen für das Leveling (Auto / Manual) zu gelangen. Über die Buttons "+" und "-" bewegt man nun die Spitze der Druckdüse in einen Bereich knapp oberhalb des Druckbettes (ca. 5mm).
Die Position der Düse sieht dann in etwa so aus wie auf dem folgenden Foto.
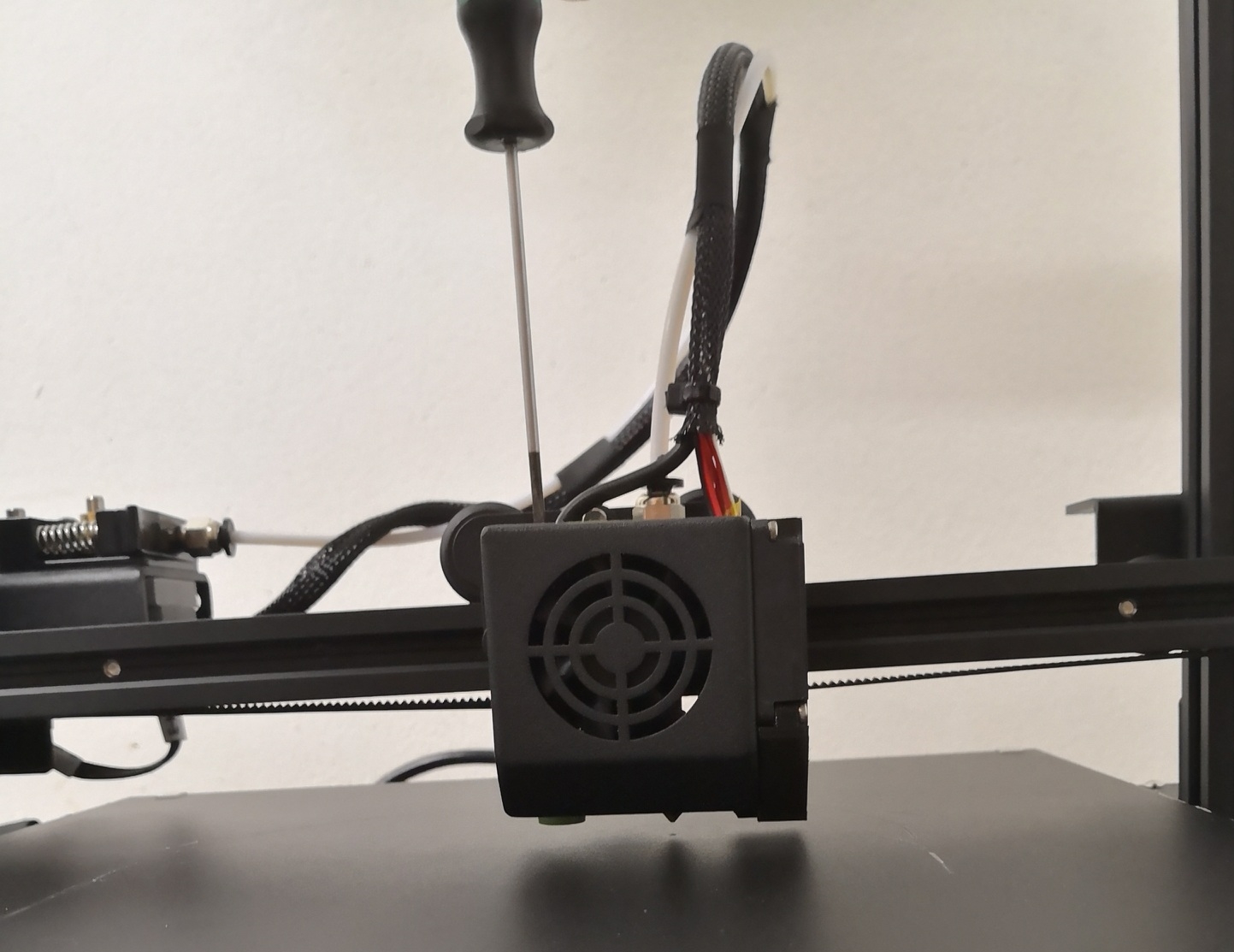
Mit einem kleinen Schlitz-Schraubendreher dreht man nun in Uhrzeigersinn an der kleinen Einstellschraube des Abstandssensors, bis die rote Kontrollleuchte am Sensor leuchtet.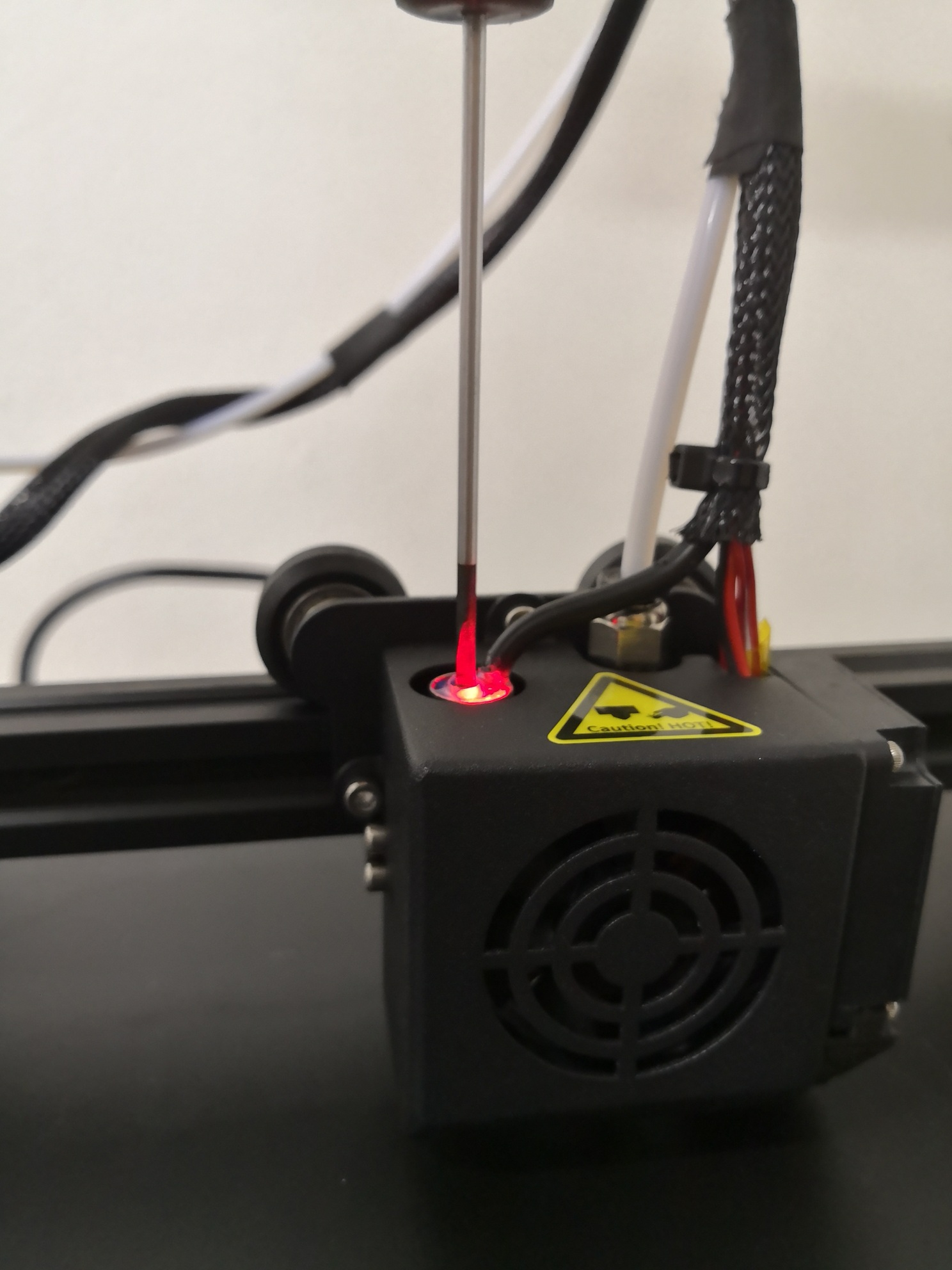
Sollte die rote Leuchte schon vorher leuchten, muss die Einstellschraube gegen den Uhrzeigersinn gedreht werden.
Für den unwahrscheinlichen Fall, dass der Abstandssensor bei der Auslieferung so stark verstellt ist, dass die Druckdüse schon während der ersten Bewegung mit dem Druckbett kollidiert, kann folgender Trick angewendet werden. Man schaltet den Drucker aus und erneut an. Dann drückt man im Leveling-Menü wieder den Button "Maunal". Der Druckkopf fährt dann in seine Ausgangsposition zurück und bewegt sich zum Ende des Vorgangs wieder auf das Druckbett zu. Wenn die Düse wenige Millimeter (5mm) vor dem Druckbett ist, schaltet man den Drucker mit dem Netzschalter manuell ab. Diese Düse steht nun an der richtigen Position um die Einstellungen mit dem Schraubendreher am Abstandssensor vorzunehmen.
Nun ist die Ausgangsposition des ANET ET5 erfolgreich eingestellt. Von dieser Position aus wird später im Menü eingestellt, wie weit die Düse zum Beginn des Druckvorgangs nach unten fährt, um die erste Schicht aufzutragen.
2. Grundeinstellung des Druckbettes
Bei der Grundeinstellung des Druckbettes geht es ausschließlich darum, das Druckbett möglichst gerade auszurichten. Anders als bei anderen Druckern mit mechanischen Mikroschaltern spielt hier der Abstand der Düse zum Druckbett noch keine bedeutende Rolle.
Um das Druckbett einzustellen drückt man zunächst auf den Button "Manual" um den manuellen Modus zu aktivieren. Der Druckkopf fahrt dann erneut die Ausgangsposition der Druckdüse an.
Danach werden der Reihe nach die vier Punkte auf dem Druckbett angefahren. Dazu drückt man in dem Quadrat unter dem Schriftzug "Auto" zunächst auf die 1. Die Druckdüse fährt in die erste Ecke und bleibt knapp oberhalb des Druckbettes stehen.
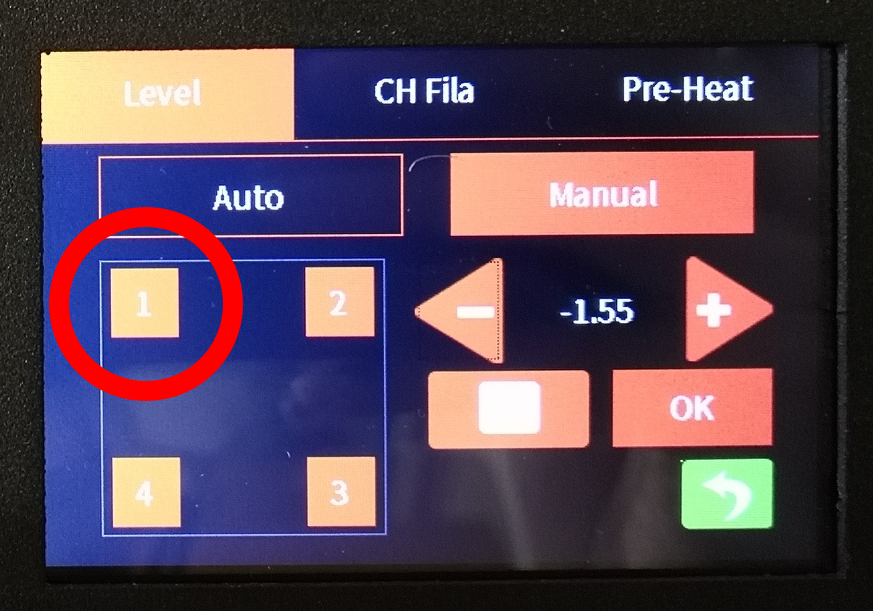
Über die Tasten "+" und "-" fährt man die Druckdüse nun so dicht auf die Druckplatte, dass ein herkömmliches Blatt Papier gerade noch zwischen Druckbett und Druckdüse hin- und her bewegt werden kann.
 Ist dieser erste Punkt einmal eingestellt, darf die Düse nicht mehr über die Tasten "+" und "-" bewegt werden. Von nun an wird das Druckbett an die Düse angepasst und bei einem Wechsel zwischen den Positionen 1,2,3 und 4 ist der Abstandssensor nicht aktiv. Die Druckdüse fährt in diesem Modus in Z-Richtung immer an die gleiche Z-Position zurück.
Ist dieser erste Punkt einmal eingestellt, darf die Düse nicht mehr über die Tasten "+" und "-" bewegt werden. Von nun an wird das Druckbett an die Düse angepasst und bei einem Wechsel zwischen den Positionen 1,2,3 und 4 ist der Abstandssensor nicht aktiv. Die Druckdüse fährt in diesem Modus in Z-Richtung immer an die gleiche Z-Position zurück.
Der Vorgang mit dem Blatt Papier wird für alle der vier Punkte zweimal durchgeführt.
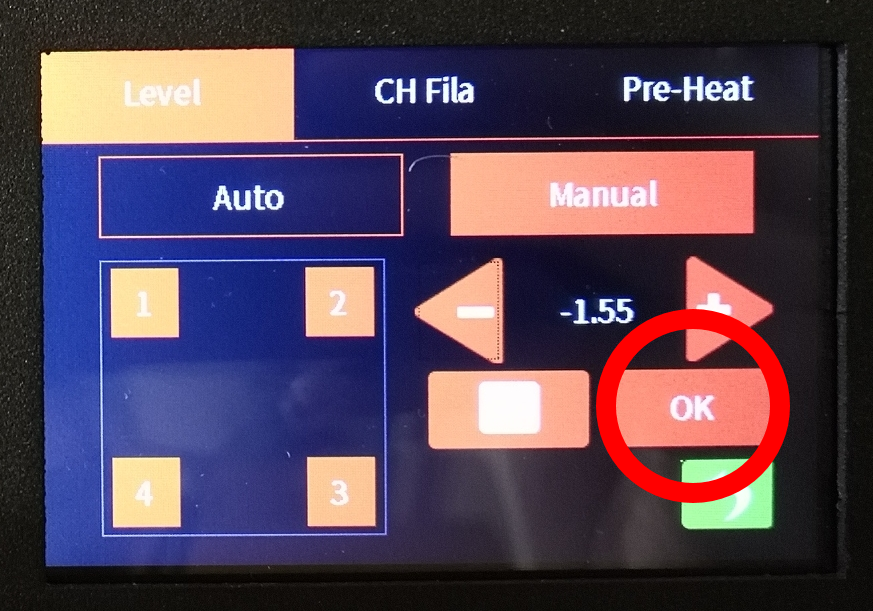
Am Ende, muss die Position der Z-Achse mit Hilfe des "OK" Buttons gespeichert werden.
Nachdem die Grundeinstellung des Druckbetts nun hergestellt ist, kann mit der Autolevel-Funktion das Ergebnis überprüft werden. Dazu tippt man zweimal auf den Button "Auto" und startet so das Autoleveling am ANET ET5 Pro.
3. Abstand zwischen Druckdüse und Druckbett einstellen
Nun könnte schon der erste 3D-Druck mit dem ANET ET5 erfolgen.Im dritten und letzten Schritt kann nun noch der Abstand zwischen Druckdüse und dem Druckbett verändert werden. Inbesondere wenn die erste Schicht des 3D-Objekts nicht gut an der Druckplatte haftet, muss die Düse schrittweise nach unten justiert werden. Um die Position zu speichern verwendet man im manuellen Modus erneut den Button "OK".
Das Druckbett ist nun eingestellt, also "gelevelt". Dieser Vorgang muss nicht wiederholt werden, wenn der Drucker nicht sonderlich stark bewegt wird. Sollte der Drucker transportiert werden, ist eine anschließende Druckbetteinstellung empfehlenswert.
4. Einstellung des Druckbettes prüfen
Mit Hilfe der Autoleveling-Funktion kann nun geprüft werden, ob die Abstände zwischen Druckbett und Düse tatsächliche überall gleich sind. Die Autoleveling-Funktion startet man, indem zweimal der Button "Auto" angeklickt wird.
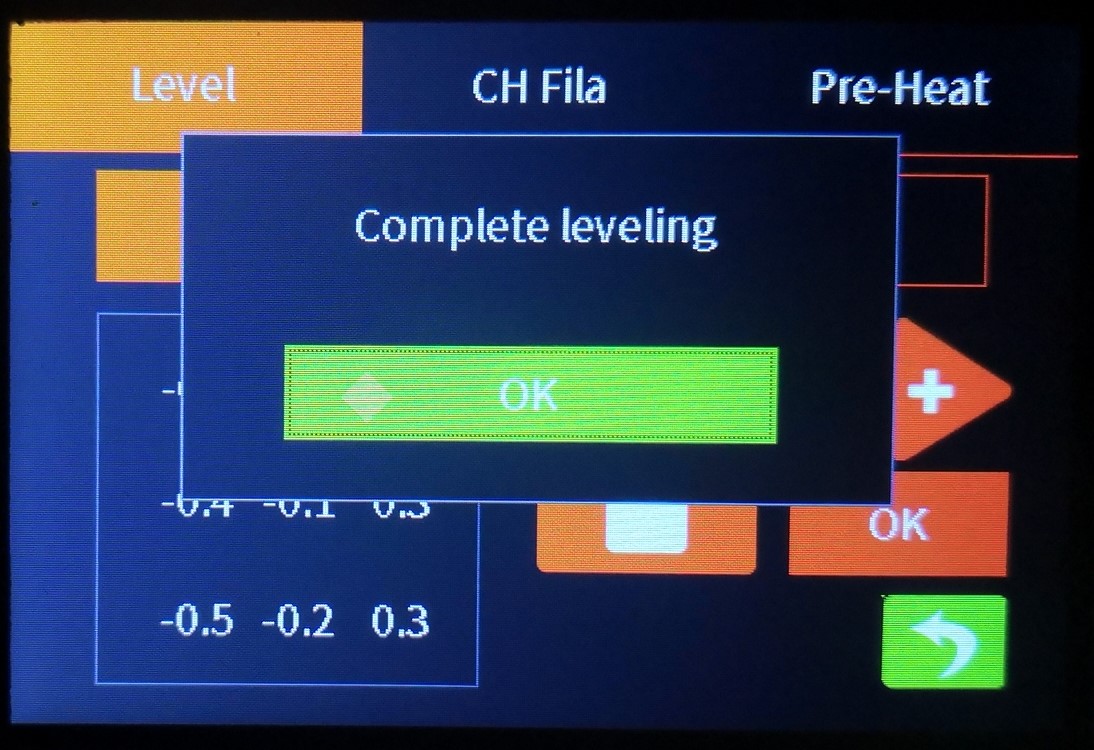
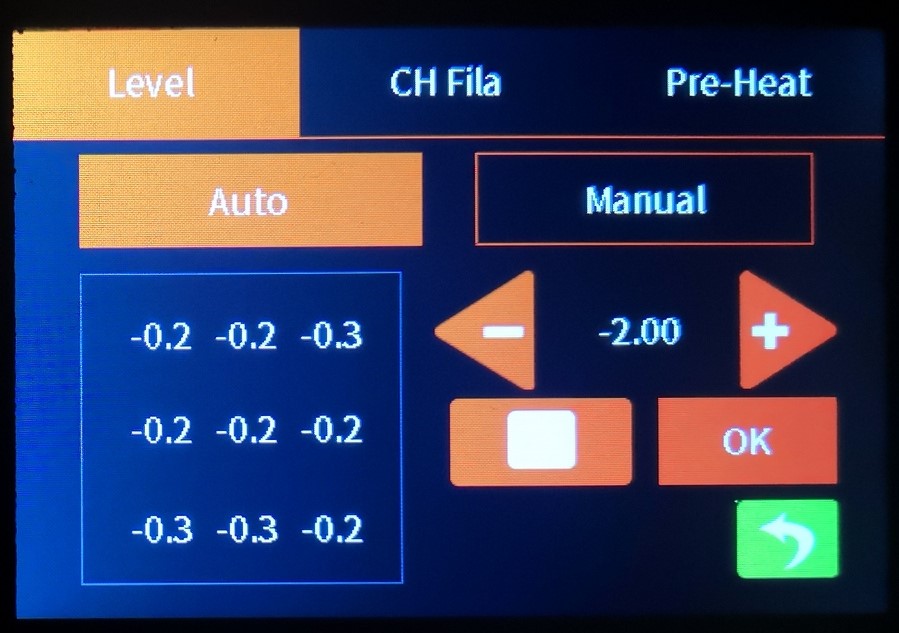
Am Ende des Tests bekommt man die Entfernungen zwischen Druckdüse und Druckbett angezeigt.
Dieser Wert sollte überall nahezu gleich sein. Weichen die Werte stark voneinander ab, muss das manuelle Leveling, beziehungsweise die Grundeinstellung des Druckbetts erneut durchgeführt werden.
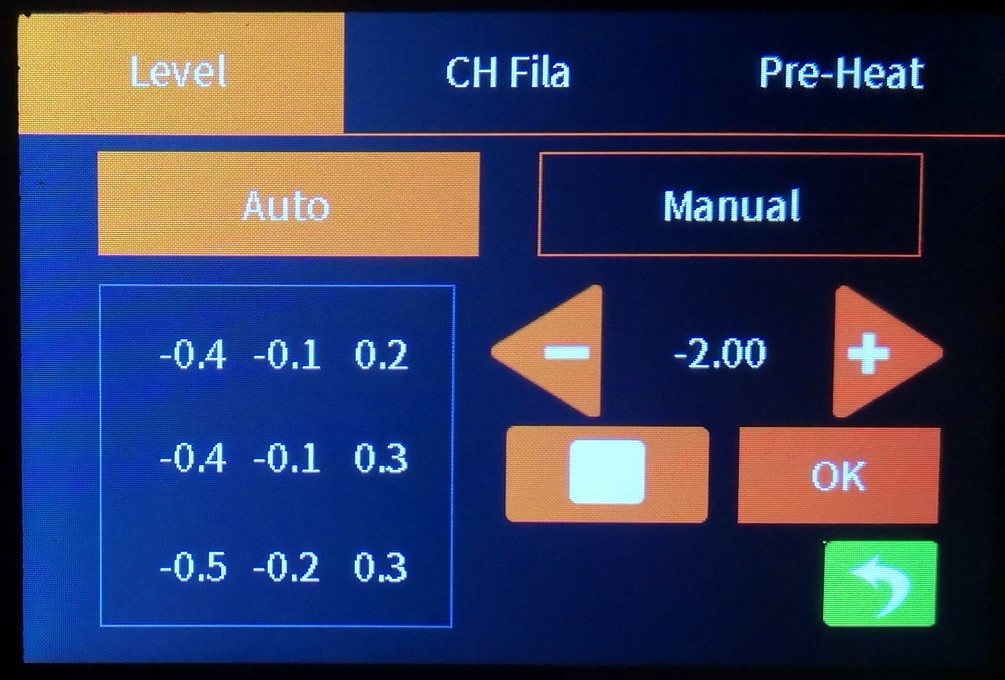
Das folgende Bild zeigt ein weniger gut eingestelltes Druckbett. Der höchste und der niedrigste Wert weichen stark voneinander ab.
Nach der erneuten Druckbetteinstellung sind die Werte gut.
5. Drucken
Jetzt kann der erste Druck eines 3D-Objekts mit dem ANET ET5 Pro beginnen.
 Heute schon gespart?
Heute schon gespart?